

总成控制拓扑图及总成装配管理控制系统技术描述
1. AMS系统描述
1.1、AMS综述
AMS(Assembly Management System装配信息管理系统)是以汽车发动机装配生产线项目招标文件中控制系统需求为依据进行设计开发的;整套系统的控制对象主要涵盖了:装配线体、打刻机、拧紧机、间隙测量、回转力矩测量、密封试漏测试、涂胶机、压机、翻转机、气门拍打机、清洗机等设备。
AMS不仅能够满足于解决整个发动机装配生产过程中具体涉及到的各种生产控制要求,而且和国际国内最新的自动化控制技术和信息控制技术相结合,使整个系统既满足了生产装配的要求,同时具有很强的柔性便于扩展。AMS系统上留有和其他控制系统的接口如:发动机热测试线、、其他部分专机设备等。
1.2、AMS网络结构
根据生产数据采集和信息管理的特点和功能,AMS分为AMS管理层、SCADA监控层、PLC控制层和设备I/O层,四层结构层层递进、紧密相连,呈梯级结构。其中设备I/O层位于整个系统的最底部,负责原始信号的采集和动作的执行; PLC控制层和设备I/O层紧密相连,把设备I/O和设备终端采集的信号和SCADA下达的指令相结合,执行既定的应用程序;SCADA监控层位于整个AMS的中间,启到承上启下的作用,一方面向下和PLC控制层进行数据交换,以实现现场生产过程的监控,另一方面同时向上和AMS管理层进行数据交换,执行AMS管理层下达的装配命令,同时向AMS管理层发送实时生产数据;AMS管理层位于整个系统的顶部,负责整个生产装配数据的采集并且对数据进行统计、分析和管理等。
参见如下网络拓扑结构图
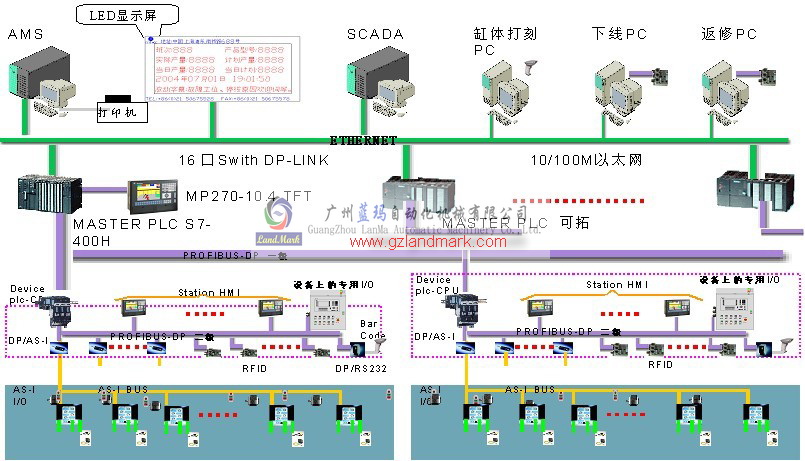
AMS系统采用基于标准TCP/IP协议的高速工业以太网技术,通过五类双绞线(或光钎)把信息管理PC、SCADA监控PC和主控PLC连接在一起,构成一个生产车间级局域网。实时生产数据信息通过网络来达到数据共享,10/100Mbps高速工业以太网传输技术使数据传输的时延性、滞后性大大降低,同时数据传输的实时性、同步性得到了大大提高。通过车间级局域网络,生产和质量管理工程师在办公室PC上就能够快速了解到工厂实时生产状况和产品质量信息。AMS系统把生产信息、质量信息和设备信息结合在一起,使生产信息的同一化成为可能,对提高生产效率、设备绩效和改善产品质量提供了第一手的资料。
AMS系统采用符合全球现场总线国际标准ProFibus现场总线把主控PLC、设备控制器(PLC)、现场I/O(传感器)设备通过总线连接在一起,组成现场主从控制结构的PLC控制系统。分布式现场总线结构使现场布线和接线工作的强度大大降低,同时电缆的减少也在一定程度上降低了线路发热和干扰。高速ProFibus现场总线(传输速度最高达12Mbps)使数据的实时性大大提高,ProFibus现场总线很强的抗干扰性能保证了传输数据的可靠性。ProFibus现场总线具有很强的故障诊断能力,当设备发生故障时,能够在第一时间赶到现场,减少了设备维修时间,提高了工作绩效。
AMS系统构成了以工业以太网为主的生产信息管理和监控系统、ProFibus现场总线为主导的现场分布式I/O控制方式。网络之间脉络清晰,生产数据信息通过高速网络层层递进,保证了信息的可靠性和实时性
- 上一篇:五一放假通知 2013/4/27
- 下一篇:没有啦